- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
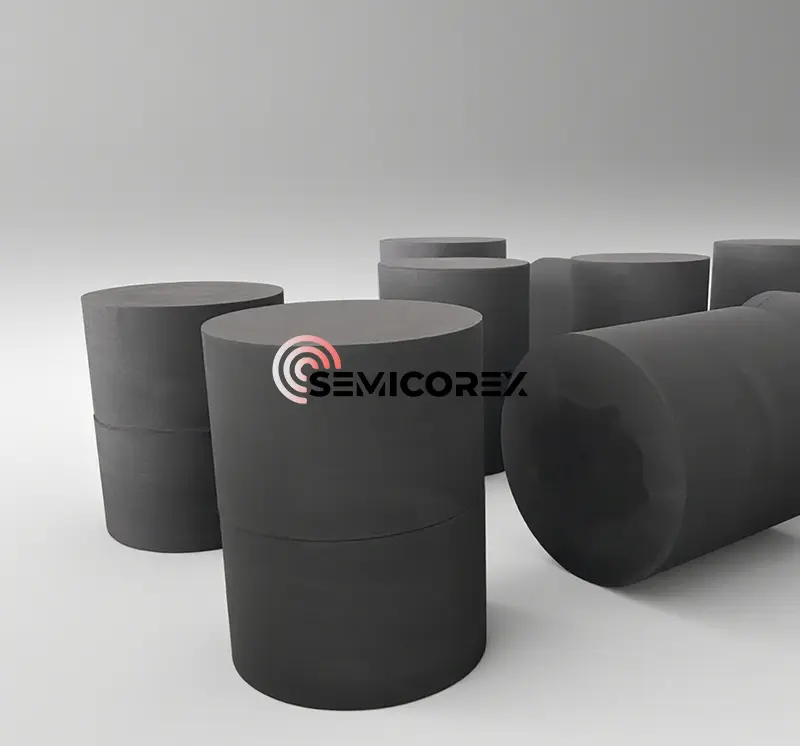
Sinae Isostatic Graphite Manufacturers, Suppliers, Factory
Carbon/graphite material molding essentially involves increasing the density of the powder mixture and ensuring close contact between the aggregate and binder to produce a green body with a desired size, morphology, and minimal machining allowance. The four main molding methods are extrusion, compression molding, vibration molding, and isostatic pressing. Common carbon/graphite materials on the market (for example, charcoal used for household fires) are mostly formed using hot extrusion and compression molding (cold or hot). Isostatic pressing offers superior molding performance.
The principle of isostatic pressing is based on Pascal's law: pressure applied to a medium (liquid or gas) in a sealed container is uniformly distributed in all directions, with the pressure on the surface being proportional to the surface area. Isostatic pressing involves placing a sample, enclosed in a sealed container, within a high-pressure cylinder. Leveraging the incompressible nature of the liquid medium and its ability to uniformly transmit pressure, the sample is uniformly pressed from all directions. When the fluid is injected into the cylinder, the pressure is evenly transmitted in all directions according to the principles of fluid mechanics. The sample in the cylinder is then subjected to uniform pressure in all directions.
Due to the isostatic pressing method, isostatically pressed graphite exhibits excellent isotropy, with properties independent of shape, size, or sampling direction. The material possesses a dense microstructure, high mechanical strength, high surface hardness, and oxidation resistance. Strong performance and high-temperature resistance; the material has excellent thermal shock resistance and is less susceptible to cracking under rapid cooling and heating conditions.
1. Isotropy
Different molding methods result in different properties in different directions. This is primarily reflected in resistivity, thermal conductivity, mechanical properties, and thermal expansion coefficient. The general measurement method is to sample the product perpendicular to and horizontally from the pressure surface, measure the properties separately, and then divide the smallest value by the largest value to obtain the isotropy ratio.
Traditional carbon/graphite products exhibit significant anisotropy, i.e., the properties of the product are different in the directions perpendicular to and horizontal to the pressure surface. The corresponding difference in performance is generally greater than 1:1.1, hence the term anisotropy. In many cases, this difference is fully exploited, and the greater the difference, the better. Examples include graphite electrodes for steelmaking and brushes for motors. Many applications, such as EDM and single-crystal silicon thermal field applications, increasingly require carbon/graphite products to exhibit isotropy (with an orientation ratio within the 1:1.05 range).
2. Large Dimensions
The market is increasingly demanding larger product sizes. For example, single-crystal silicon products have grown from 6- and 8-inch sizes to 12-inch sizes. The size of graphite materials used in thermal fields is also increasing. This is also increasing. Similar trends are seen in other related industries. Graphite for EDM, continuous casting, and nuclear reactors also requires large-scale products. This is difficult to achieve using molding and extrusion methods. The primary problem with large-scale product production is calcination cracking, and the larger the product, the higher the chance of calcination cracking.
3. Fine Structure
As a structural material, it requires high physical and chemical properties. On the one hand, the finer the particle size of the carbon particles that make up the carbon/graphite material, the denser its texture and the higher its mechanical strength.
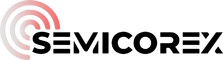
Isostatically pressed graphite is widely used in semiconductor manufacturing processes. It is used in graphite components for the hot zone of single crystal growth furnaces, such as crucibles, heaters, flow guides, and insulation covers; and in graphite components used in epitaxial processes.





- View as

Three-Pice Graphite Crucibles
Semicorex tres calculi graphite-pieces sunt summi operandi fissuras continentes graphites specialiter machinatos pro processibus augmenti Pii cristalis simplicis. Specimen pro summus finis semiconductor thermarum curationum, Semicorex trium-partium graphitarum uasculum certo sustentare potest vicus uasculum eiusque internas materias ad incrementum moderatum structurarum simplicium cristalium consequendam.
Lege plusMitte Inquisitionem
Sleeve-Type Graphite calentium
Semicorex manica-typus graphite calentium, summus efficientia elementorum calefacientium, late in fornacibus singularibus cristalibus auctus adhibitus est. Semicorex manica-type graphite calentium crucialorum partium calefactio late adhibita in unis fornacibus cristallinae, specie machinatis ad incrementum siliconis monocrystallini qualitatem. Semicorex eligens solutiones curationis optimas eligit.
Lege plusMitte Inquisitionem
Three-petal Graphite Crucible
Semicorex summus puritatis Three-petal Graphite Crucibles feature an innovative stress-levament architecture designed to maximize crystal incrementum cedit in extremitate semiconductoris thermarum ambitus. Semicorex mundum-classis semiconductorem materialium solutionum per orbem liberat, industrias provectas permittit cum graphitico et ceramico exquisitis machinis et certis logisticis globali subnixum.
Lege plusMitte Inquisitionem
Calidum vitreum e Graphite Mold
Semicorex vitreum graphiten calidum inflexum est praecise machinatum a subtilibus granis, graphite altum puritatis ut praebeat resistentiam eximiam summus temperaturae, stabilitatem thermarum, auto-lubricationem, et durabilitatem chemicam, ut summus qualitas 3D vitrum curvum cum minimis defectibus provideat. Semicorex eligitur ad altam peritiam, formam excogitatam, processum anxium et moderatum, efficaciter cessus maximising et occurrens postulatorum productionis gravissimarum.
Lege plusMitte Inquisitionem
3D Hot bending Glass Graphite Mold
Semicorex 3D Hot Inflexio vitrei Graphitae Mola est summus finis figurae graphitae isostaticae destinatae ad 3D curvam vitrum calidum flexionis, praestantem stabilitatem scelerisque, scelerisque conductivity, lapsum et corrosionem resistentiam, qualitatem superficiei vitream emendandam, formam vitae extendentem, et signanter efficiendi efficientiam et fructum augendi. Semicorex pro certa qualitate, congruens copia et scientia eligitur in solutionibus graphitis per orbem terrarum provectis.
Lege plusMitte Inquisitionem
Graphite Sui Lubricating Bushings
Semicorex graphitae frutices auto-lubricantes, etiam frutices olei-liberi appellati, sunt altae operae illapsum quae partes habent specialiter ad operandum sine lubricatione externa vel olei copia. Praeclara opera, semicorex graphita autocineta praelucens, sunt optimae solutiones instrumentorum, quae sub multiplici ambitibus operantur, in quibus oleum liberum operationem, altum temperaturas, summa onera, celeritates humiles, anti foedationes, corrosiones resistentiae et resistentiae radiorum.
Lege plusMitte Inquisitionem
Semicorex multos annos Isostatic Graphite producens est et unus e Isostatic Graphite fabricatoribus et supplementis professionalis in Sinis est. Postquam emisti fructus nostros provectiores et durabiles, quae sarcinam molem suppeditant, magnam quantitatem in vivis partus praestamus. Ut enim ad minim veniam, has been provided customers with customized service. Clientes nostris contenti sunt productis et praestantibus servitiis. Sincere nos expectamus ad diuturnum negotium socium fidelem decet! Grata res emendas ex officina nostra.



